 当前位置:
当前位置:




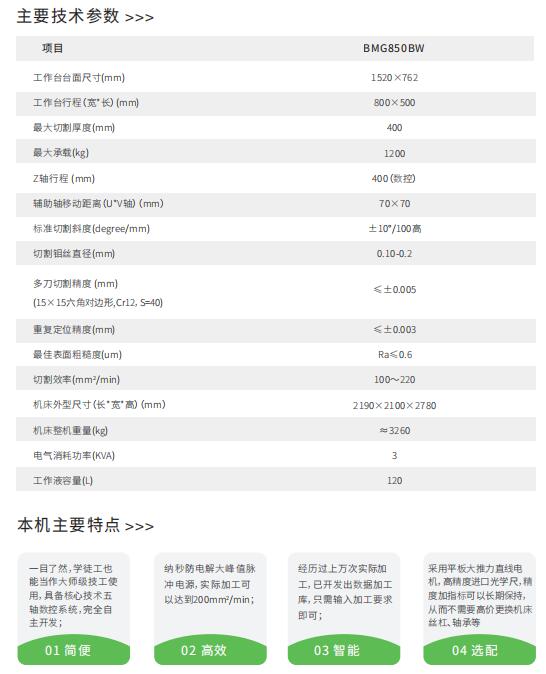
技术参数:
中走丝线切割加工能正常运行,中走丝技术指出必须具备下列条件:
1. 钼丝与工件的被加工表面之间必须保持一定间隙,间隙的宽度由工作电压、加工量等加工条件而定。
2. 要求较高绝缘性是为了利于产生脉冲性的火花放电,液体介质还有排除间隙内电蚀产物和冷却电极作用。钼丝和工件被加工表面之间保持一定间隙,如果间隙过大,极间电压不能击穿极间介质,则不能产生电火花放电;如果间隙过小,则容易形成短路连接,也不能产生电火花放电。
3. 必须采用脉冲电源,即火花放电必须是脉冲性、间歇性,在脉冲间隔内,使间隙介质消除电离,使下一个脉冲能在两极间击穿放电。




