 当前位置:
当前位置:


操作人员在对工件进行锥度加工时,经常会碰到加工干涉、内圆弧过切、直线圆弧过渡不平滑等问题,导致工件无法达到标准。在这里,我们从编程的角度来帮助大家解决类似的问题。一起来了解一下吧。
初步判断
首先请自行判断,要加工工件是否符合锥度加工的工艺,或使用锥度加工时是否满足某一方面需求。
直线与内圆弧相切

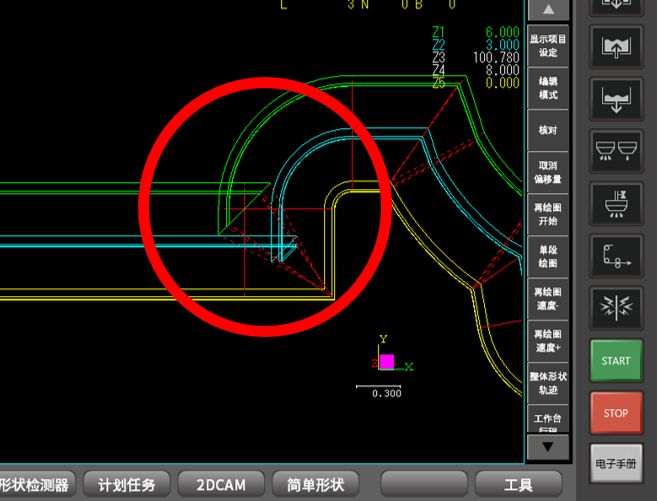
图片之中显示的就是直线和圆弧相交位置处,产生了干涉情况,如果加工,工件就会发生过切现象。
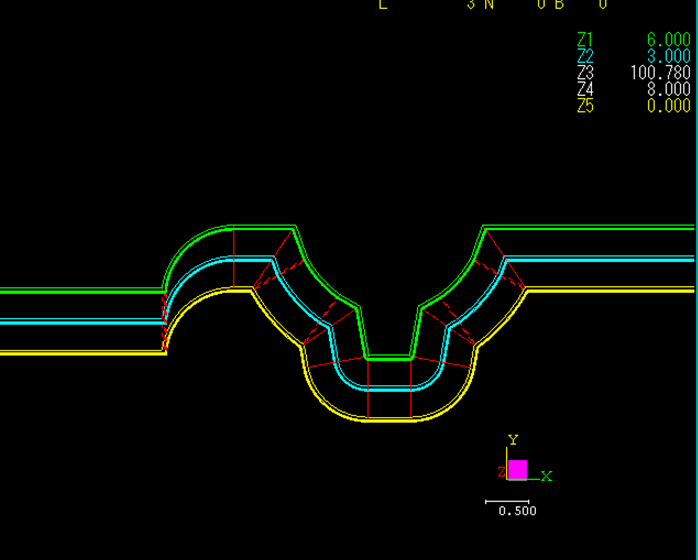
为了避免此种情况,可以对该圆弧在锥度设定中,使用上下同R的锥度加工模式,再生成程序,如下图:
从图形检验中,我们就可以发现,原程序中,干涉的部分已经消失,用此程序进行加工,便不会出现过切的问题。
直线与内圆弧相交

图中圆弧和直线相交处,编程时有一小段的过渡,UV、XY轴在此摆动干涉,会导致切出一小段的直线。
对此,使用上下异型的加工方式,在**锥度的前提下,使上下表面圆弧与圆弧、直线与直线一一对应。这样,在加工过程中就不出现交叉、干涉等现象。
辅助导丝嘴的消耗
机床上机头穿丝总共有三个辅助导丝嘴,在长时间加工锥度的情况下,辅助导丝嘴会严重磨损,导致加工尺寸、精度出现问题。

加工机的加工精度受到诸多因素影响,设备的检查和保养能提前发现问题,避免设备意外停机,或者加工中断造成损失。因此,凝华科技提醒您对成都线切割设备需要定期检查,定期更换以**加工。




